

Arc welding
At our disposal we have two welding robotic systems based on Yaskawa Motoman MH24 manipulators with a two-axis positioner and one welding robotic system based on Kawasaki RS007N manipulator in a specially designed chamber with an inert atmosphere.
The characteristics of industrial manipulators Yaskawa Motoman MH24 and Kawasaki RS007N are shown in table 1.
Table 1 - Characteristics of industrial manipulators Yaskawa Motoman MH24 and Kawasaki RS007N
| Model | Loading capacity, kg | Vertical stroke, mm | Horizontal stroke, mm | Number of axles | Accuracy, mm |
| Yaskawa Motoman MH24 | 24 | 3089 | 1730 | 6 | 0.06 |
| Kawasaki RS007N | 7 | 1356 | 730 | 6 | 0.02 |
The work of these robotic welding systems is aimed at both welding structures of varying complexity, and the production of structures using electric arc growing.

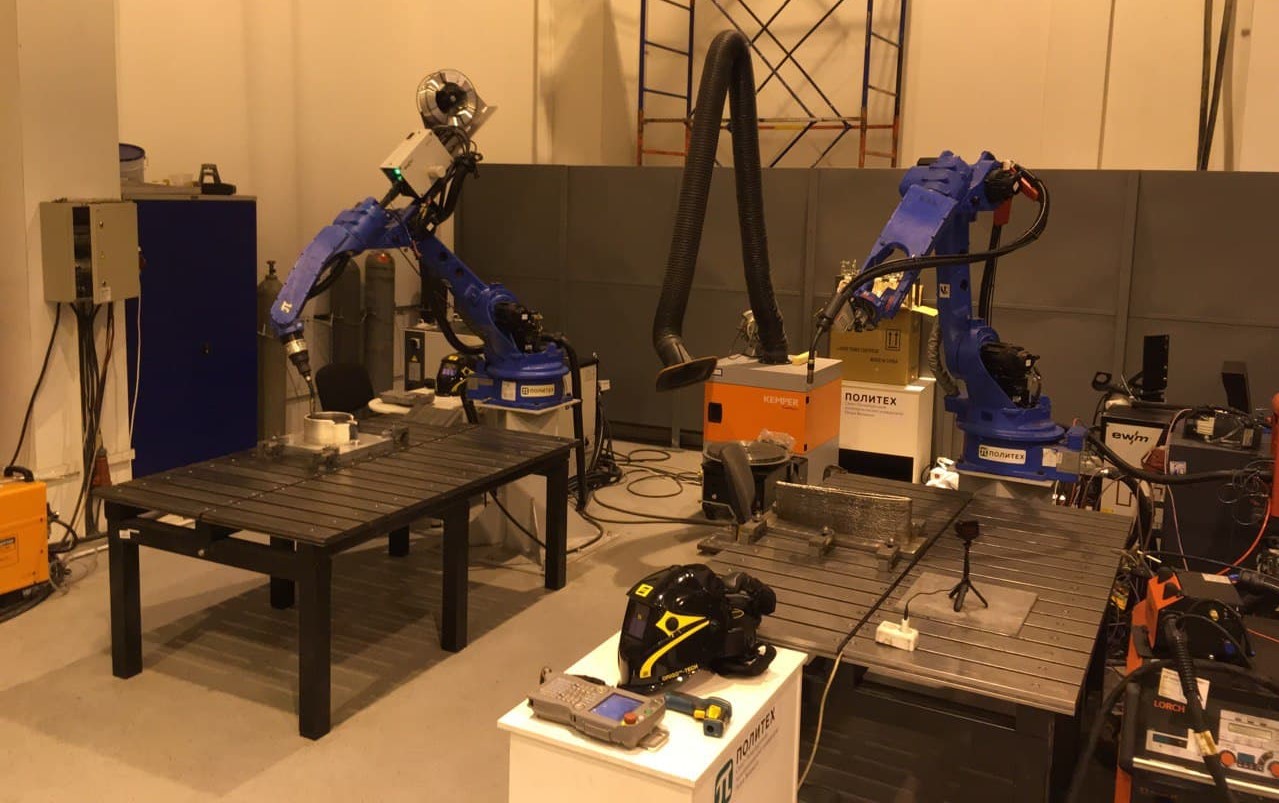
Welding robotic systems based on manipulators Yaskawa Motoman MH24
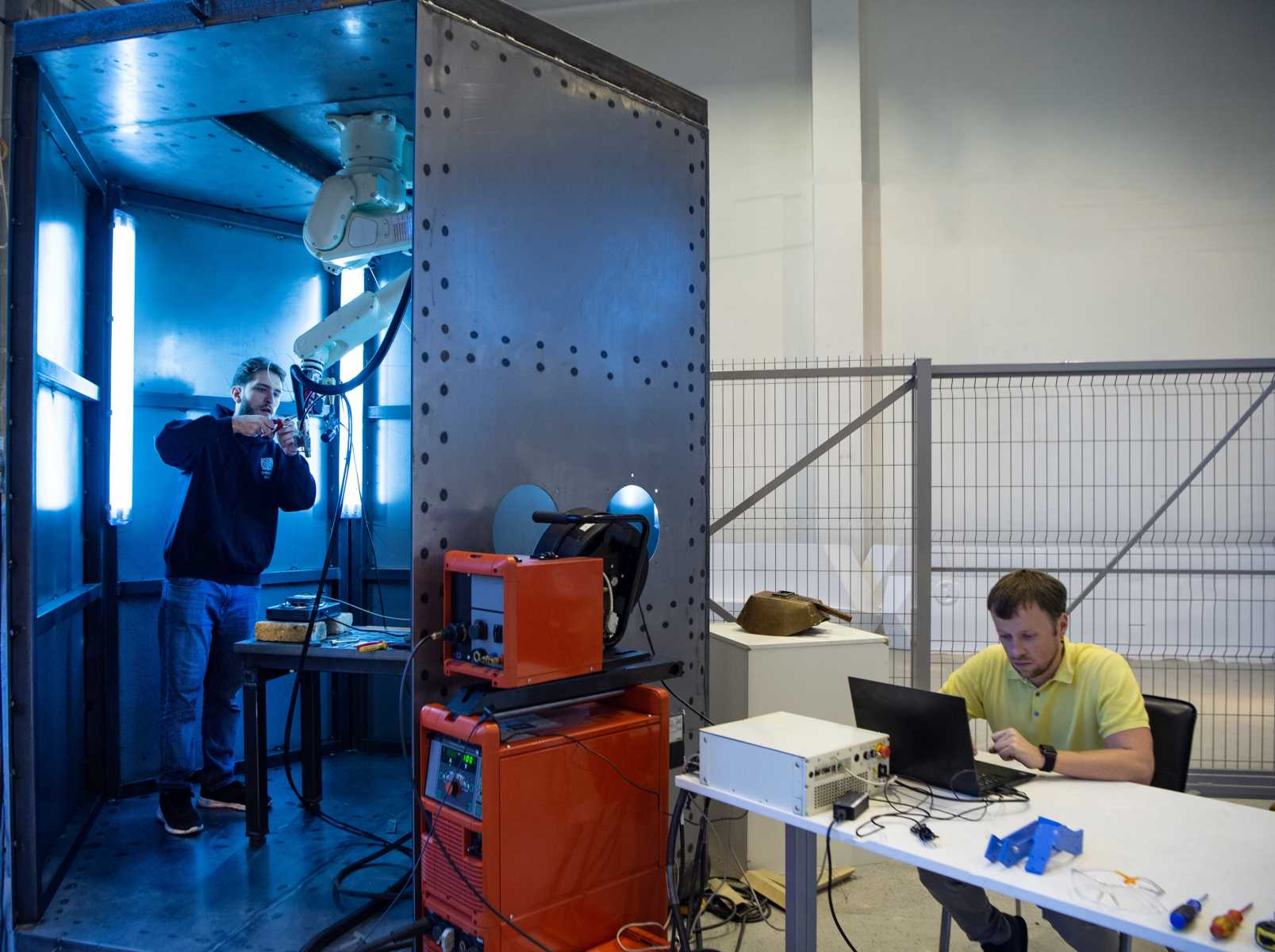
Welding robotic system based on the Kawasaki RS007N manipulator


The following equipment is used as welding equipment: EWM AlphaQ 552, Fronius TransPulsesSynergic 3200 CMT, Lorch S5 Robo MIG XT Pulse, for gas-shielded welding and surfacing with a consumable electrode and EWM ForceTIG 552, Fronius MagicWave 5000 for welding and surfacing in a shielded gas environment with a non-consumable electrode.
For microplasma welding and powder surfacing: Fronius MagicWave 5000 + PlasmaModule 10.
The characteristics of the welding equipment are presented in table 2.
Table 2 - Characteristics of welding equipment
| Model | Adjustment range of welding current, A | Description |
| EWM AlphaQ 552 | From 5 up to 550 | Precision power supply with very fine tuning of parameters, including changes in current and voltage curves. Together with this power supply, an oscilloscope of its own design works, which allows taking current and voltage curves with a frequency of up to 24 kHz. |
| EWM ForceTIG 552 | From 5 up to 550 | Power source designed for welding with a non-consumable electrode at high currents. Provides welding of thick materials up to 8 mm without preparation of edges and filler material. |
| Fronius TPS 3200 CMT | From 3 up to 320 | Equipped with CMT and CMT Pin technology, the power source provides very low heat input and cold transfer for consumable electrode welding. |
| Fronius MagicWave 5000 | From 5 up to 550 | Multifunctional power source for non-consumable electrode and plasma welding. |
| Lorch S5 Robo MIG XT Pulse | From 25 up to 400 | Power supply allowing to adjust the dynamic characteristics of the welding arc during the welding process. |
Among other automated welding methods, we are equipped with an automatic submerged arc welding machine.
We are also equipped with devices for manual argon-arc welding, shielded electrode welding, covered electrode welding and air-plasma cutting of metal based on the Svarog TIG 315P AC/DC, MIG 350, CUT 160 sources.
In addition to devices for classical welding, we have at our disposal the Orion 150S device, designed for pulse-arc and resistance microwelding with low energies up to 30 J, which allows us to weld all kinds of metals with a thickness of 0.2 mm (metal meshes, foils and miniature products).
Friction stir welding and milling work
In addition to equipment for arc welding and surfacing, there is a complex for turning-milling and friction stir welding Matec-40P, the characteristics of which are presented in table 3.
Table 3 - characteristics of the Matec-40P complex
| Number of axles | Axis travel | Maximum spindle torque, Nm | Max. spindle speed, min -1 | Maximum welding effort, N | ||||
| Х, mm | Y, mm | Z, mm | B, ° | C2, ° | ||||
| 5 | 6000 | 3500 | 1300 | +/- 90 | +/- 180 | 480 | 8000 | 15000 |

Matec-40P
Furnace
For various heat treatment of small-sized arc-deposited and welded samples, there is a SNOL 13/1100 electric furnace with an operating temperature from + 50ºC to + 1100ºC and a chamber volume of 13 liters.
Guillotine
For the preparation of sheet metal of the required dimensions, we are equipped with a special guillotine, which allows cutting steel up to 3 mm thick.
High speed camera
For capturing arc burning, metal transfer during surfacing and welding, we have at our disposal a high-speed camera CHRONOS 1.4, which allows recording in a resolution of 1280 x 1024 pixels at frame rates up to 1069FPS.
Grinding system
To prepare samples for microstructural analysis, we have a complex for grinding preparation based on the Polilab P12 machine and a laboratory fume hood for etching polished samples.
Optical microscope
For microstructural analysis, the laboratory has an Epiquant metallographic microscope equipped with a Fujifilm X-T3 Body camera, which makes it possible to analyze the structure of various metals and alloys, assess grain size, overall structure dispersion, porosity, etc.